產品中心 Products
-
球閥
燃氣球閥 | 卡套式球閥 | 高溫球閥 | 二片式球閥 | 電動球閥 | 手動球閥 | 焊接球閥 | 三通球閥 | 不銹鋼球閥 | 氣動球閥 | 內螺紋球閥 | 固定式球閥 | 三片式球閥 | 保溫球閥 | 一片式球閥 | 真空球閥 | 襯氟球閥 | 法蘭球閥 | 高壓球閥 | 衛生級球閥 | 硬密封球閥 | -
蝶閥
襯氟蝶閥 | 軟密封蝶閥 | 信號蝶閥 | 手動蝶閥 | 電動蝶閥 | 法蘭蝶閥 | 氣動蝶閥 | 不銹鋼蝶閥 | 偏心蝶閥 | 伸縮蝶閥 | 真空蝶閥 | 蝸輪蝶閥 | 硬密封蝶閥 | 焊接蝶閥 | 對夾式蝶閥 | 衛生級蝶閥 | -
閘閥
手動閘閥 | 軟密封閘閥 | 內螺紋閘閥 | 襯氟閘閥 | 低溫閘閥 | 國標閘閥 | 碳鋼閘閥 | 電動閘閥 | 信號閘閥 | 法蘭閘閥 | 波紋管閘閥 | 氣動閘閥 | 鍛鋼閘閥 | 不銹鋼閘閥 | -
調節閥
自立式調節閥 | 氣動調節閥 | 電動調節閥 | -
止回閥
升降式止回閥 | 蝶式止回閥 | 卡套式止回閥 | 多功能止回閥 | 緩閉式止回閥 | 立式止回閥 | 對夾式止回閥 | 旋啟式止回閥 | 內螺紋止回閥 | 梭式止回閥 | 衛生級止回閥 | 軸流式止回閥 | 球形止回閥 | 燃氣止回閥 | 法蘭止回閥 | 不銹鋼止回閥 | 消聲止回閥 | 鍛鋼止回閥 | 襯氟止回閥 | -
截止閥
襯氟截止閥 | 氧氣截止閥 | 角式截止閥 | 電動截止閥 | 焊接截止閥 | 手動截止閥 | 不銹鋼截止閥 | 低溫截止閥 | 氣動截止閥 | 燃氣截止閥 | 外螺紋截止閥 | 法蘭截止閥 | 高溫截止閥 | 內螺紋截止閥 | 高壓截止閥 | 角座閥 | 波紋管截止閥 | 鍛鋼截止閥 | -
過濾器
Y型過濾器 | -
電磁閥
-
美標閥門
美標閘閥 | 美標截止閥 | 美標球閥 | 美標蝶閥 | 美標止回閥 | -
水利控制閥
-
針型閥
-
柱塞閥
推薦文章
more +推薦產品
more + 自力式壓力調節閥
自力式壓力調節閥
 氣動薄膜調節閥
氣動薄膜調節閥

銷售:13671530603
咨詢:021-57522756
郵箱:sw@wotuo.net
地址:上海市奉賢區川南奉公路9860號

三偏心金屬硬密封蝶閥閥桿孔的加工方法及結構
三偏心金屬硬密封蝶閥閥桿孔的加工方法及結構
在石油、化工、電力、城市供熱管網及排水系統等行業中, 三偏心金屬硬密封蝶閥閥桿孔的加工方法及結構簡單, 體積小, 質量輕, 啟閉力短小等優點, 作為管路系統中的啟閉和調節裝置得到廣泛使用。為了提高
產品性能, 蝶閥的蝶板和閥體軸孔( 閥桿子L) 需在機床上進行加工。為了提高工作效率, 降低加工成本, 本文介紹一種利用CW6163臥式車床組合加工小口徑蝶閥蝶板和閱體軸孔的方法。
三偏心蝶閥的蝶板和閱體密封面是橢圓形的,除蝶板旋轉中心與密封面之間存在軸向和徑向兩個偏心外, 其密封橢圓面中心線與閥門軸線之間還存在一個沿蝶板旋轉方向上的夾角,蝶板閥座在關閉或開啟過程中瞬間接觸或脫離, 密封副無摩擦,密封力直接由驅動裝置提供。
首先加工閥體的兩端法蘭,再利用閥體的定位止口盤將閥體安裝在加工閥體密封面的專用工裝上進行密封面的粗加工, 密封面用專用量具檢測合格后進行堆焊。密封面堆焊前應去除油污、鐵銹等雜物,保證堆焊基面清潔。焊條D507使用前應經過300~350℃烘干,保溫時間lh 。采用小電流(120 ~160A )多層多道慢速焊。層間應仔細清理熔渣, 控制層間溫度不超過200℃。對完成的堆焊面進行目
測檢查, 或用低倍放大鏡進行外觀檢查。堆焊不得有裂紋及氣孔等表面缺陷,并按規定進行滲透探傷檢驗, 達到JB/T4730標準規定的I級要求, 以保證密封面的機械性能。
首先加工蝶閥的各個端面, 然后裝入復合密封圈, 用壓板壓緊,利用蝶板的專用工裝加工蝶板的密封面, 密封面的加工尺寸應該與閥體密封面的加工尺寸相吻合, 然后取下復合密封圈, 繼續加工蝶板,使得蝶板與復合密封圈的徑向尺寸相差lm重新安裝復合密封圈。
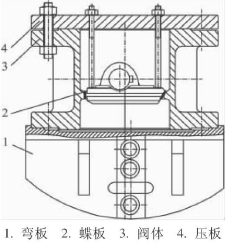
閥體密封面的堆焊墓面合格后在車床上進行密封面精加工。當閥體密封面達到圖紙要求時, 保持車床刀架角度不變, 再加工蝶板密封面。這樣可以使蝶板密封面角度與閥體密封面角度相吻合, 保證密封。閥體和蝶板密封面精加工完成后要進行軸孔的組合加工。將精加工的蝶板與閥體組裝在一起,使得密封面相吻合。為了防止閱體和蝶板在加工切削力的作用下產生位移, 利用閱體的法蘭孔, 在閥體上安裝壓板壓緊蝶板,給蝶板施加徑向力,這樣既能保證蝶板不會產生位移,又能保證蝶板和閥體軸孔的相對位置度。將壓緊的蝶閥閱體放在專用的彎板上,用壓板壓緊, 彎板固定在CW61 63 車床的夾爪上。
將專用定位心軸一端插入主軸中,并調整卡爪,使得定位心軸的另一端插進閥體軸承箱中。利用CW6163車床上的其他三爪夾住工件,調整四個夾爪, 保證主軸和軸孔在一條線上,然后進行加工。
采用車床加工大口徑蝶閥時, 可以根據機床的型號配備相應大小的彎板和定位,心軸。此方法降低了蝶閥的生產成本, 合理充分的提高了車床的使用率和生產效率。



 掃一掃
掃一掃